Reparación de Transformadores Tipo Seco
Objetivo y Alcance
El objetivo es determinar los mecanismos a usar para remanufacturar y preparar bobinas para transformadores de baja tensión.
El alcance es aplicable a transformadores monofásicos y trifásicos de baja tensión.
Procedimiento de Reparación en Mantetronic S.A.S
Se diligencia el Protocolo anotando los datos de placa, en el caso de no tener placa de características se consulta con el cliente para obtener los datos de operación que se complementan con los datos tomados del propio transformador como, tipo (monofásico o trifásico y puro o autotransformador).
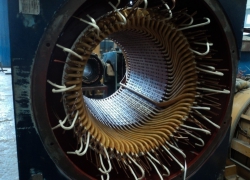
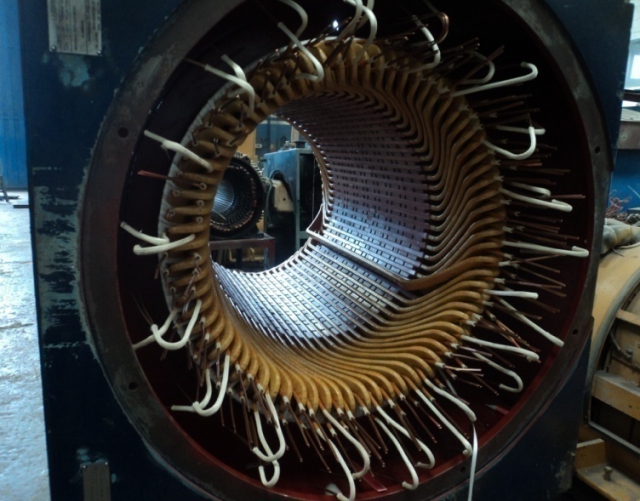
Se toma las medidas exteriores e interiores del núcleo de silicio, se tiene en cuenta si el empilado de las chapas es a tope o a solape, para darle el mismo acabado del estado original, se despieza el transformador desalojando las chapas del núcleo y retirando la bobina (o bobinas según sea un transformador monofásico o trifásico), se toman las medidas internas y externas de la bobina con formaleta verificando su estado físico para determinar si se puede reutilizar la formaleta o es necesario fabricar un molde nuevo, se cuentan las espiras de cada bobinado en el caso del transformador puro, cuantos tap hay presentes en cada bobinado y cuantas espiras tiene cada tap, calibre del alambre en cada tap y registra la numeración que se encuentre presente en cada punta de conexión en los tap y los extremos.
En el caso de los autotransformadores como se conforma de una sola bobina con taps múltiples dependiendo de los voltajes que se necesiten, se toma el número de espiras y calibre de cada tap y se anota número de identificación de cada uno.
Se monta la formaleta en la bobinadora y se moldea la bobina copiando los datos tomados de la bobina original, cuando se ha terminado de rebobinar, se verifican las medidas finales de cada bobina confrontándolas con las medidas iniciales, se toman los valores de resistencia óhmica a cada bobina y en el caso de los transformadores tipo puros se realiza una prueba de aislamiento entre bobinados y los valores se registran en el Protocolo.
Una vez moldeadas las bobinas, se comienza el armado de las chapas dentro de las bobinas, conservando el estilo de empilado que inicialmente traía el transformador.
Armado el transformador se realizan pruebas de: medición de resistencia óhmica y aislamiento, relación de transformación, capacitancia, en el caso de los transformadores puros se realizan pruebas de aislamiento entre bobinados, se lleva al horno se precalienta y se aplica barniz según tipo de aislamiento, utilizando el método de inmersión o goteo, se lleva al horno para secado, se arma y se realizan las pruebas finales de relación de transformación (voltaje de entrada Vs voltaje de salida), corriente de vacío y aislamiento.
Se conecta en la regleta de bornes conservando la numeración y tipo de conexión registrada en el protocolo de transformadores.
Motores y Máquinas Rotativas

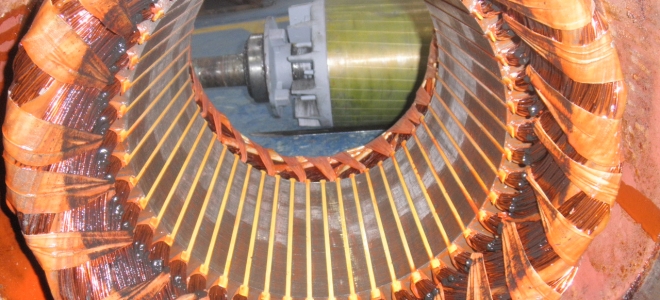
Las actividades del mantenimiento preventivo a realizar en máquinas rotativas tendientes a corregir fallas incipientes como: bajo nivel de aislamiento, contaminación, fallas de alojamiento de rodamientos, fallas en rodamientos; Para así prevenir fallas catastróficas que llevan a la destrucción de de los equipos y a constantes paradas en la producción.
Los procedimientos en Mantetronic son el producto de años de experiencia que dan como resultados métodos de inspección rigurosos encaminados a la detección de fallas que generalmente no son tenidas en cuenta en los procedimientos de mantenimiento, por lo regular las fallas en los bobinados de transformadores, generadores y motores que tiene que ver con los desbalances resistivo, de la imperancia, la inductancia, los cambios en los ángulos de fase entre otras pruebas, no son, tenidas en cuenta para generar diagnósticos acertados sobre la condición circuito motor, que son las que avisan con mucha anterioridad sobre fallas que se están gestando en los equipos.
En Mantetronic para que un mantenimiento preventivo tenga resultados satisfactorios y exitosos se llevan a cabo todas estas rutinas.
Mantenimiento predictivo eléctrico
Programa de mantenimiento basado en condición (mbc) de motores eléctricos
El objetivo del mantenimiento basado en condición es conocer la condición de la maquinaria, de tal manera que se pueda determinar su operación de manera segura y eficiente. Las técnicas de monitoreo están dirigidas a la medición de variables físicas que son indicadores de la condición de la máquina y mediante un análisis, efectuar la comparación con valores de referencia de acuerdo a normatividad, para determinar si está en buen estado o en condiciones de deterioro.
Esta estrategia asume que hay características medibles y observables que son indicadores de la condición de la maquinaria.
El monitoreo de condición es una herramienta poderosa para una mayor productividad y competitividad. La selección de la maquinaria para ser incluida en estos programas depende de un análisis de su criticidad, su costo, disponibilidad, sus requerimientos de seguridad y ambientales, la confiabilidad esperada y el impacto de su falla, entre otros.
PRUEBAS ESTÁTICAS
Objetivo y marco teórico
Para realizar pruebas a bobinados adecuadamente y para tener programas predictivos efectivos de mantenimiento, MANTETRONIC SAS sugiere usar una secuencia de prueba específica. Debido a que estas pruebas no son invasivas, se pueden realizar permanentemente y obtener una gran cantidad de datos históricos que permiten hacer un análisis y un diagnóstico bastante acertado.
Prueba de resistencia de la bobina.
Una prueba de resistencia de la bobina busca desequilibrio de la resistencia óhmica entre fases, las discrepancias o asimetrías por fuera de los valores recomendados por las normas entre valores de resistencia medidos, o mediciones previas o valores nominales se consideran como alarma y antes de continuar la secuencia de las pruebas se debe investigar las causas que están ocasionado los desbalances o asimetrías. Las fallas detectadas en esta etapa de las pruebas son:
-Cortos francos al alma de un motor
-Cortos francos entre bobinas ya sea en la misma fase o entre fases.
-Bobinas rebobinadas con un alambre de devanado no apropiado.
Conexiones sueltas o corroídas. Las pruebas de Aislamiento, Hipot o Surge no son recomendadas hasta que la medición de resistencia no sea aceptable.
Prueba de Megohm IP y DA
Una prueba de megohm se realiza utilizando los voltajes tiempos recomendados por las normas de acuerdo a la tensión nominal tipo de aislamiento y tipo de construcción de cada equipo.
Se buscan valores de aislamiento inusualmente bajos, cuando compare con las mediciones previas o con los limites aceptados por las normas para este tipo de aislamiento, si la medición arroja un valor bajo de megohm, se debe inspeccionar el motor en busca de daños en el sistema de aislamiento ya que posiblemente haya fallado alguna parte de la aislación de conexión a tierra.
Los problemas posibles pueden ser:
- Aislamiento de fundas o de alambre esmaltado pueden estar quemadas o dañadas.
- El motor puede estar sucio, lleno de carbón pulverizado, agua u otros contaminantes.
- Las conexiones a las bobinas pueden ser malas.
- Se pudo haber usado una mala aislación para conectar las bobinas a la caja de empalme del motor.
IMPEDANCIA, INDUCTANCIA, EL ANGULO DE FASE Y LA RESPUESTA DE LA CORRIENTE FRENTE A DIFERENTES FRECUENCIAS
Estas pruebas estan diseñadas para detectar cambios incluso muy pequeños en la condición de los devanados de motores sin importar la potencia ni la tensión de trabajo. Por ejemplo las pruebas de aislamiento convecionales pueden detectar fallas a tierra que supondran un aislamiento deteriorado que requerirá inmediata atención y reparación para evitar daños catastróficos y peligrosos para las máquinas y las personas.
Pero las fallas como cortocircuitos en progreso entre espiras o bobinas, especialmente en motores de bajo voltaje, de manera general comienzan a degradarse después de un tiempo de uso lo que da la posibilidad de corregir el defecto antes de que se convierta en una falla catastrófica.
Teoría de diagnóstico del motor
Estas pruebas se basan en las teorías de electricidad comprobada. El sistema motor no es otra cosa que un circuito básico RLC. Este circuito representa varios componentes del sistema del motor. Cada circuito básico representa una fase del sistema del motor trifásico. Debido a que cada fase del sistema del motor es idéntica, cada circuito básico debe responder de la misma manera a la señal aplicada.
Resistencia
Es medida en Ohmios. La resistencia debe ser la misma a través de todas las fases o los campos. Cualquier diferencia o asimetría fuera de rango de aceptación indica que existen problemas, que pueden ser debido a “devanado excesivo”, corrosión, puntos de alta resistencia debido a malas conexiones, entre otras.
Impedancia
Es la resistencia de Corriente Continua y Corriente Alterna en una bobina o devanado. La impedancia incluye la resistencia de corriente continua, reactancia inductiva y reactancia capacitiva. La impedancia se mide en ohmios. La impedancia cero de un devanado indica “un cortocircuito”.
Inductancia
Es la propiedad de cambiar un flujo magnético para crear (o inducir) voltaje en un circuito. La inductancia depende de la cantidad de vueltas, del material del núcleo, del tamaño del rotor o de una bobina. La inductancia se opone a cualquier cambio en la circulación de corriente a través de un conductor. El valor es una medición de la capacidad de una bobina para almacenar un campo magnético. Se mide en henrios o milihenrios.
Ángulo de desfasamiento
Es una medición relativa que indica la diferencia angular entre dos formas de onda de la misma frecuencia. Los resultados de la diferencia angular se expresan en grados (0 – 90). En el circuito eléctrico, el ángulo de desfasamiento expresa la relación de la corriente alterna con respecto al voltaje aplicado. Esta prueba se incluye en IEEE Std 1415™-2006 sec 4.3.20 como un método efectivo para identificar los cortocircuitos de los devanados.
INSTRUMENTOS UTILIZADOS EN LA EJECUCIÓN DEL PROGRAMA DE PRUEBAS ESTÁTICAS




Mantenimiento predictivo-vibraciones
Programa de mantenimiento basado en condición (mbc) de motores eléctricos

El objetivo del mantenimiento basado en condición es conocer la condición de la maquinaria, de tal manera que se pueda determinar su operación de manera segura y eficiente. Las técnicas de monitoreo están dirigidas a la medición de variables físicas que son indicadores de la condición de la máquina y mediante un análisis, efectuar la comparación con valores de referencia de acuerdo a normatividad, para determinar si está en buen estado o en condiciones de deterioro.
Esta estrategia asume que hay características medibles y observables que son indicadores de la condición de la maquinaria.
El monitoreo de condición es una herramienta poderosa para una mayor productividad y competitividad. La selección de la maquinaria para ser incluida en estos programas depende de un análisis de su criticidad, su costo, disponibilidad, sus requerimientos de seguridad y ambientales, la confiabilidad esperada y el impacto de su falla, entre otros.
TRABAJO DE CAMPO TOMA DE VIBRACIONES
La toma de vibraciones es ampliamente utilizada en mantenimiento, con el objetivo de vigilar el comportamiento dinámico mecánico de las máquinas rotativas. La correcta utilización de esta tecnología en términos de cantidad de pruebas (tendencia), y el análisis espectral aportan información valiosa en el diagnóstico prematuro de fallas en los elementos rodantes, engranajes, bombas, compresores, ventiladores y muchas otras máquinas rotativas.
Se toman mediciones de amplitud vs. Frecuencia de vibración, en las direcciones horizontal, vertical y axial, en cada punto y en las siguientes unidades de:
Velocidad
en (mm / seg) para analizar problemas de desalineación, desbalanceo, solturas mecánicas, lubricación, problemas estructurales, base, resonancia, etapa de falla en un rodamiento etc.
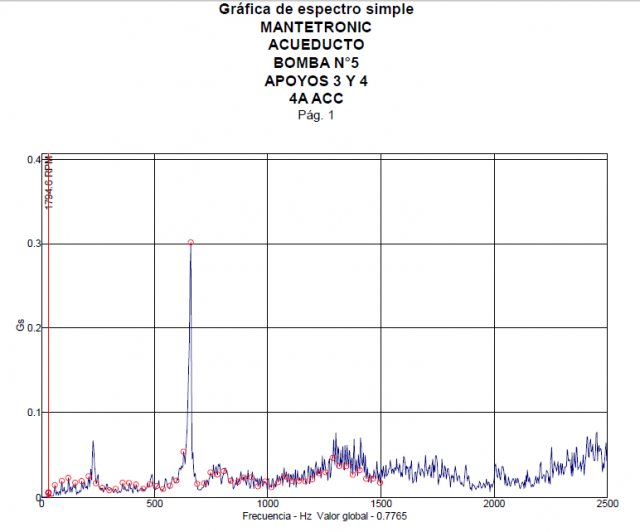
Aceleración
(G´s) para analizar problemas a altas frecuencias piñones, cajas reductoras, daño de rodamientos etc.
Enveloping
(Ge) para analizar problemas de rozamientos mecánicos, desgastes en bujes, filtrar frecuencias específicas para análisis de rodamientos (frecuencias de pista exterior, interior, bolas, canastilla) etc.
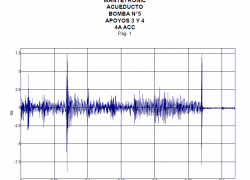
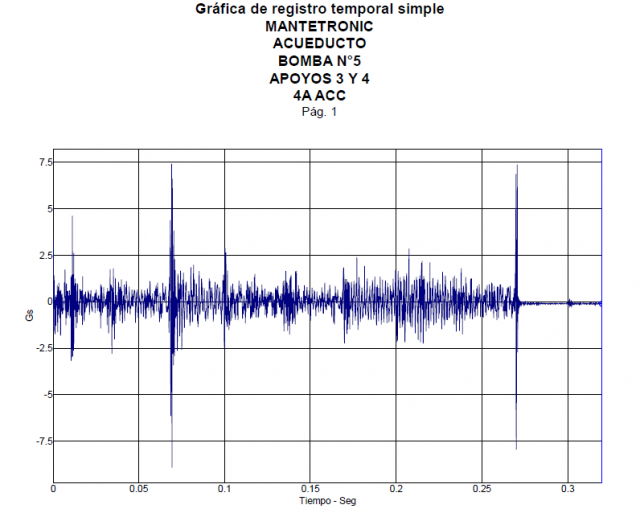
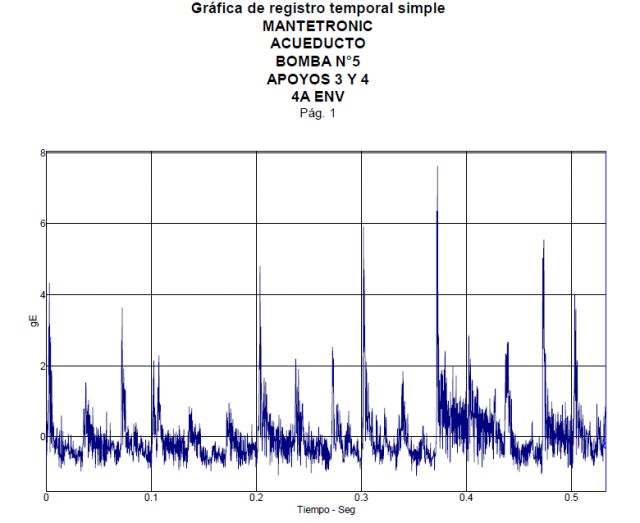
Onda en el tiempo
(Tiempo / seg) para analizar problemas de engranajes, piñones con dientes picados, daño de rodamientos etc.
COLECTOR ELECTRÓNICO PORTÁTIL SKF MODELO MICROLOG CMAX50
Su software PRISM4, marca SKF CONDITION MONITORING, licencia 020304.
Motores Media Tensión
Los grandes motores y generadores son máquinas que requieren equipos de prueba especializado y personal entrenado con experiencia en el mantenimiento y reparación, teniendo en cuenta que el análisis de falla en estos equipos es fundamental para la planeación de las tareas de puesta a punto en mantenimiento o reparación general.



En MANTETRONIC utilizamos equipos de diagnóstico estático como el BAKER D65R con capacidad de prueba de motores y generadores de hasta 5000 HP y 15000 voltios y la tecnología ALL TEST PRO que utiliza métodos no invasivos para el diagnóstico de bobinados y rotores en todas potencias y tensiones.
Y equipos de analisis dinámico BAKER EXPLORER 4000 para el diagnóstico de fallas con los motores ON LINE, realizado desde el CCM, desde donde se puede visualizar la condición dinámica de operación, la calidad de la energía y el rendimiento.




Adicionalmente en la reparación de estos motores y generadores se utilizan bobinas preformadas importadas de los mejores y mas calificados proveedores de los estados unidos, que garantizan unas reparaciones altamente exitosas y confiables.
Los materiales aislantes y cables son importados de los proveedores internacionales certificados y regidos por las mas exigentes normas de fabricación de grandes motores.




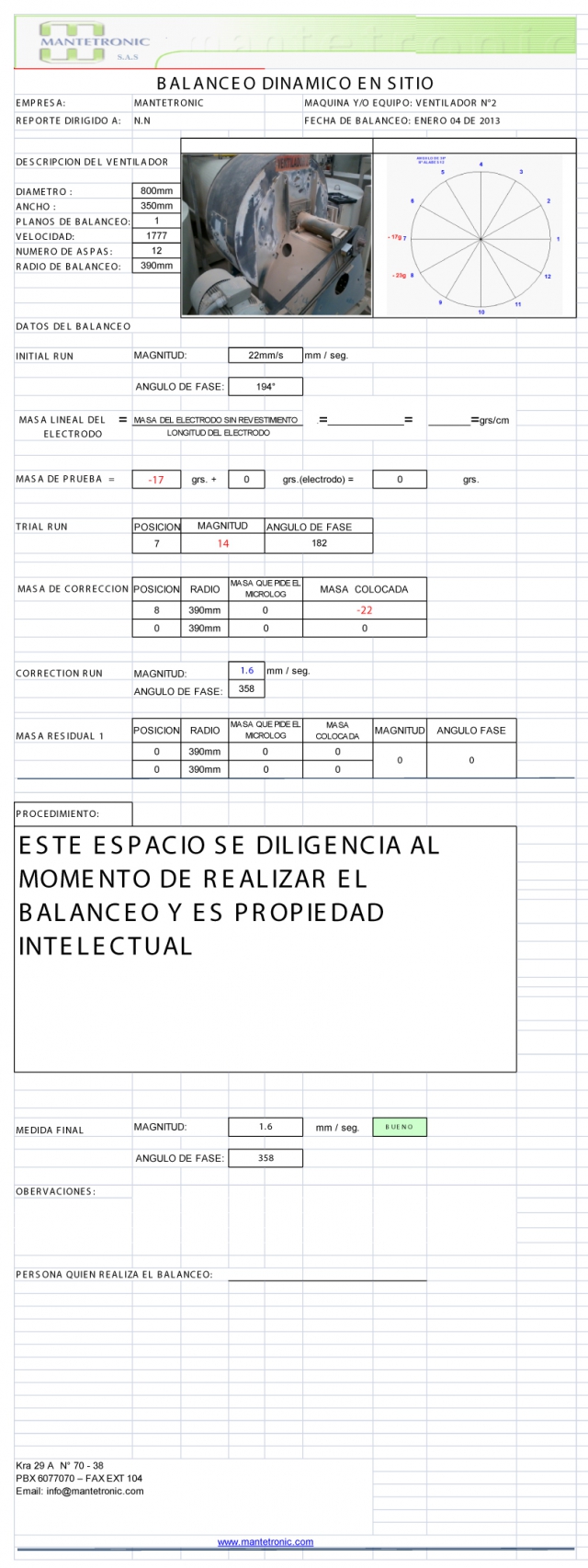
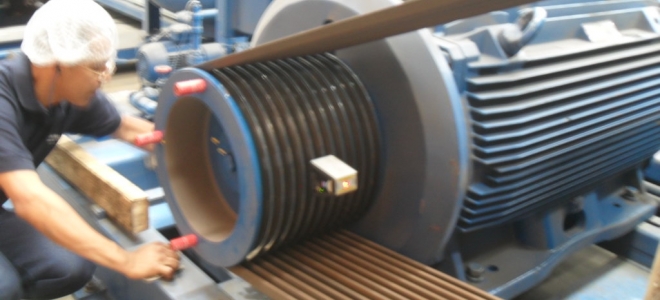
Balanceo dinámico en sitio y toma de vibraciones
Trabajo de campo toma de vibraciones y balanceo dinámico en sitio

Se tomarán mediciones de amplitud vs. Frecuencia de vibración, en las direcciones horizontal, vertical y axial, en cada punto y en las siguientes unidades de:
Velocidad
En (mm / seg) para analizar problemas de desalineación, desbalanceo, solturas mecánicas, lubricación, problemas estructurales, base, resonancia, etapa de falla en un rodamiento, etc.
Aceleración
(G´s) para analizar problemas a altas frecuencias piñones, cajas reductoras, daño de rodamientos, etc.
Enveloping
(Ge) para analizar problemas de rozamientos mecánicos, desgastes en bujes, filtrar frecuencias especificas para análisis de rodamientos (frecuencias de pista exterior, interior, bolas, canastilla), etc.
Onda en el tiempo
(Tiempo / seg) para analizar problemas de engranajes, piñones con dientes picados, daño de rodamientos, etc.
Colector electrónico portátil modelo microlog cmxa-50
Su software PRISM4, marca SKF CONDITION MONITORING, CON MODULO DE BALANCEO DINAMICO EN SITIO y licencia 020304, equipo de alineación laser SKF para ejes, equipo de alineación laser SKF para poleas, kit de balanceo SKF, cámara Termográfica Flir I7.
Esquema de puntos de medición
Presentación de informes sobre el servicio de vibración balanceo y análisis de maquinaria rotativa
1. Previamente realizada la configuración de los equipos en el software Prism4 lista de equipo se establecieron las siguientes rutas: Equipo críticos (semanales) – Equipos semi - críticos (mensual) y equipo petar (bimestral).
2. Asignación de niveles globales para alarma y peligro.
3. Diagnóstico y evaluación de la condición de la máquina, comentarios y recomendaciones para mejorar su condición dinámica.
4. Cuadro general de la información global ó puntual de la condición de la medición. Informe generado directamente por el software prism4, el cual involucra: máquina, unidades, valores de amplitud de la medición, valores de amplitud de la medición anterior y estado de límites de alarma sobrepasados.
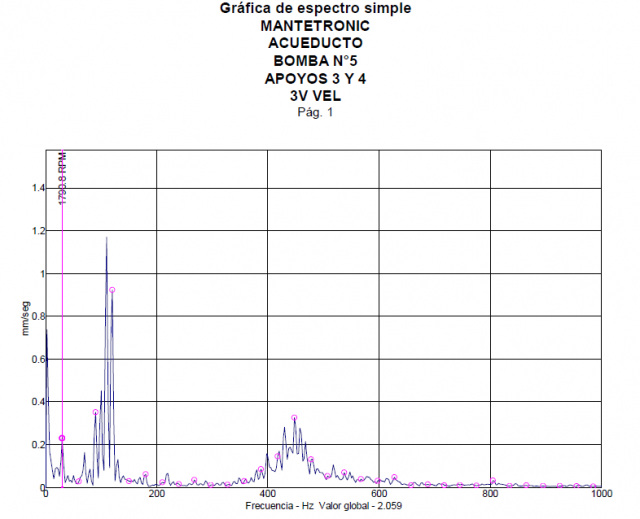
5. Gráfica espectral de los diferentes puntos que se encuentran en posible condición anomalía, de acuerdo al diagnóstico generado.
6. Esquemas de la maquinaria donde se especifican y ubican los diferentes puntos de medición.
7. Curvas de tendencia representativas de la condición o estado actual de la máquina y de sus variaciones.
8. Post barrido de vibraciones mecánicas e informe de los equipos a ejecutar recomendaciones como ajustes, modificaciones o cambios.
9. El post barrido se realizará el día y fecha acordada según cronograma de actividad establecido.
10. Entrega de tendencia del control de temperatura con termómetro infrarroja servicio a realizar cada semana.
11. El BALANCEO EN SITIO se puede realizar en uno o dos planos según sea la necesidad y complejidad de la máquina.
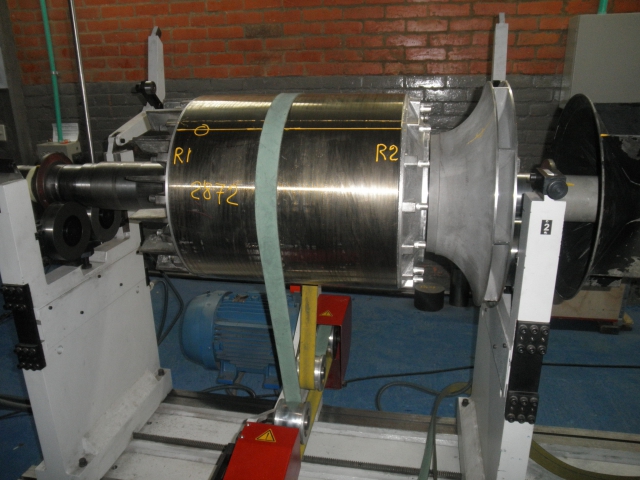
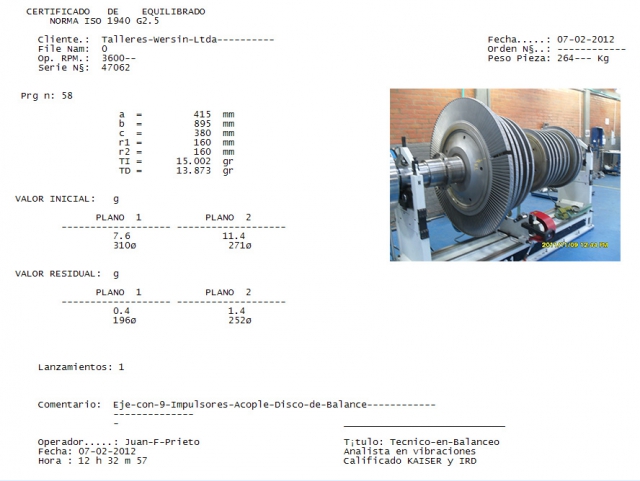
Balanceo dinámico en banco

El balanceo dinámico en banco es de gran importancia para el buen desempeño de las máquinas rotativas, un correcto equilibrado permitirá aumentar la vida útil de rodamientos y en general mejorar el desempeño de todas las máquinas rotativas, también es un factor de ahorro en el consumo de energía. En MANTETRONIC contamos con una máquina balanceadora marca KAISSER con capacidad de 6 toneladas de peso, 7 metros de largo y 2.80 metros de volteo.
Mantetronic cuenta con una máquina para balanceo dinámico, con capacidad de 6 toneladas de peso y de 6 a 8 metros de largo con 2.2 metros de volteo, donde se puede balancear cualquier tipo de máquina o parte de máquina rotativa.
Máquina Kaiser rm 4500
Esta máquina está constituida por una robusta bancada, sobre las cuales se pueden desplazar los soportes de medición rígidos y el dispositivo de accionamiento del rotor. Los soportes están dotados de juegos de rodillos regulables en altura para permitir el apoyo de rotores con vástagos de diverso diámetro.
Se tiene disponibles diversas opciones estándar para incrementar el rango de trabajo de la máquina, como los alojamientos de rodillos extra, alojamientos de rodillos inversos para equilibrados en voladizo, alojamientos SAE para aeronáutica y de tipo especial.
La instrumentación estándar empleada en toda la gama, es de tipo computarizado, dispone de un monitor TFT color, el software de equilibrado más completo y tecnológicamente más avanzado, así como de una impresora y puerto USB para emitir certificados de balanceo y otros informes.
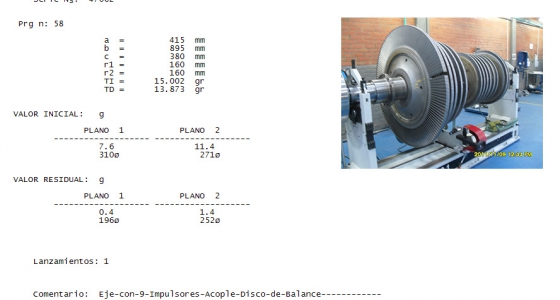
Ejemplos de equilibrado en banco.







Informe de Balanceo Dinámico en Banco
Reparación y mantenimiento de motores de proposito general
Los motores eléctricos son de gran variedad, dependiendo del tipo de industria a la cual se van a aplicar. Los hay inverter duty, estandar (IE1), alta eficiencia (IE2), premiun efficient (IE3), explosion proof, motofrenos, washdown, en aplicación para bombas, etc y en todos es necesario realizar tareas de mantenimiento de diferente índole, dependiendo del nivel de criticidad de los procesos.




Mantetronic ha desarrollado a lo largo de años de trabajo métodos eficientes para la realización de mantenimientos y reparaciones exitosas, que involucran a todo el personal que forma parte de la compañía. Se han implementado procedimientos de control en todas las etapas del proceso, integrando la compra de materiales de altísima calidad para ser usados en los procedimientos de bobinado donde se pueden utilizar diferentes clases de aislamiento en cuanto a papeles y fibras aislantes, cables, cintas, barnices y resinas, dependiendo de las condiciones de operación y necesidades de los clientes. De igual manera en la reconstrucción de piezas mecánicas, fabricación de partes y reposición de repuestos.


Mantetronic cuenta con los equipos necesarios en la reparación de todo tipo de motores eléctricos, comenzando con extractora de bobinas, hornos de calentamiento y secado, calentadores automáticos de rodamientos, máquinas Bobinadoras (spreaders), equipos electónicos de medición, software de verificación de bobinados, que nos permiten ofrecer a nuestros clientes confiabilidad y respaldo en sus procesos productivos.




Reparación y Mantenimiento de Motores y Generadores y de Tracción

Los motores y generadores DC y de TRACCIÓN, son máquinas electromecánicas que requieren procedimientos y pruebas especificas. En MANTETRONIC se realizan los procedimientos de mantenimiento y reparación, que están contemplados dentro de las recomendaciones de las mormas IEEE, IEC Y NEMA, como también las recomendaciones de los fabricantes de los motores y generadores DC y tracción.




Para realizar estas intervenciones en MANTETRONIC se han desarrollado procedimientos estandarizados bajo la norma ISO 9001 y utilizamos materiales aislantes, alambres, barnices y resinas importadas que garantizan junto con el control de los procesos en todas las etapas resultados exitosos.




Mantetronic cuenta con personal altamente entrenado y capacitado asi como con equipos de diagnóstico y pruebas de última tecnología para apoyar las tareas de mantenimiento y reparación.


Mantenimiento general - Alineación laser
El objetivo de realizar alineación a las máquinas que van a ser puestas en servicio y realiarlas con métodos que garanticen el correcto funcionamiento ahorra enormes problemas a los departamentos de mantenimmiento y producción. Se ha comprobado que los motores acoplados por algún tipo de transmisión de potencia (Poleas, housing, cardan etc) que no cumplen con las tolerancias de desalineación permitidas, ocasionan serios problemas entre los que se encuentran los siguientes:
Mayor consumo de energía
Alto nivel vibratorio
Desajustes estructurales
Daño en rodamientos
Daño en poleas bandas y piñones
Mayor nivel de ruido
Mayores costos de mantenimiento
Mayores tiempos improductivos debido a máquina parada
Desgaste de los recursos humanos
Mayores costos de mantenimiento
Mantetronic cuenta con los equipos y el talento humano disponible para apoyar las labores de alineación de ejes y poleas con tecnologias laser de alta precisión que garantizan la confiabilidad en los procedimientos.
Desalineación de Ejes




Desalineación de Poleas


Máxima Desalineación Permitida
| RPM | mm100mm | mm |
|---|---|---|
| 1000 | 0.08 | 0.10 |
| 2000-3000 | 0.07 | 0.007 |
| 3000-4000 | 0.06 | 0.05 |
Mantenimiento predictivo estático
Programa de mantenimiento basado en condición (mbc) de motores eléctricos
El objetivo del mantenimiento basado en condición es conocer la condición de la maquinaria, de tal manera que se pueda determinar su operación de manera segura y eficiente. Las técnicas de monitoreo están dirigidas a la medición de variables físicas que son indicadores de la condición de la máquina y mediante un análisis, efectuar la comparación con valores de referencia de acuerdo a normatividad, para determinar si está en buen estado o en condiciones de deterioro.
Esta estrategía asume que hay características medibles y observables que son indicadores de la condición de la maquinaria.
El monitoreo de condición es una herramienta poderosa para una mayor productividad y competitividad. La selección de la maquinaria para ser incluida en estos programas depende de un análisis de su criticidad, su costo, disponibilidad, sus requerimientos de seguridad y ambientales, la confiabilidad esperada y el impacto de su falla, entre otros.
PRUEBAS ESTATICAS TIPO BAKER
Objetivo y marco teorico
Para realizar pruebas a bobinados adecuadamente y para tener programas predictivos efectivos de mantenimiento, MANTETRONIC SAS sugiere usar una secuencia de prueba específica. La idea general es realizar las secuencias de prueba en una serie de pruebas progresivamente más rigurosas, aceptando la idea que si una prueba falla, en ese momento debe comenzar la localización, corrección y reparación de las fallas, Además las pruebas mas rigurosas deben comenzar solamente después del diagnóstico y/o reparación satisfactorios
Prueba de resistencia de la bobina.
Una prueba de resistencia de la bobina busca desequilibrio de la resistencia óhmica entre fases, las discrepancias o asimetrías por fuera de los valores recomendados por las normas entre valores de resistencia medidos, o mediciones previas o valores nominales se consideran como alarma y antes de continuar la secuencia de las pruebas se debe investigar las causas que están ocasionado los desbalances o asimetrías. Las fallas detectadas en esta etapa de las pruebas son:
- Cortos francos al alma de un motor
- Cortos francos entre bobinas ya sea en la misma fase o entre fases.
- Bobinas rebobinadas con un alambre de devanado no apropiado.
Conexiones sueltas o corroídas. Las pruebas HIPOT o de impulso no son necesarias hasta que la medición de resistencia no sea aceptable
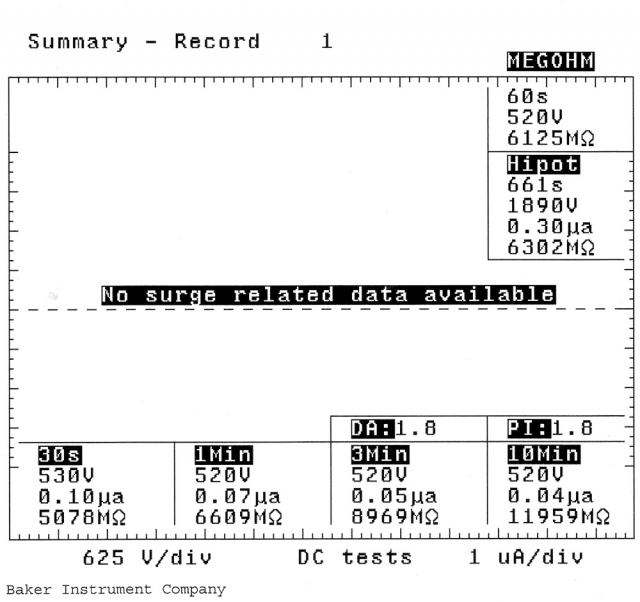
Prueba de Megohm IP y DA
Una prueba de megohm se realiza utilizando los voltajes tiempos recomendados por las normas de acuerdo a la tensión nominal tipo de aislamiento y tipo de construcción de cada equipo.
Se buscan valores de aislamiento inusualmente bajos, cuando compare con las mediciones previas o con los limites aceptados por las normas para este tipo de aislamiento, si la medición arroja un valor bajo de megohm, se debe inspeccionar el motor en busca de daños de aislación de la carcasa ya que posiblemente haya fallado alguna parte de la aislación de conexión a tierra.
Los problemas posibles pueden ser:
-Aislación de fundas o aislación de cable esmaltado pueden estar quemadas o dañadas.
-El motor puede estar sucio, lleno de carbón pulverizado, agua u otros contaminantes.
-Las conexiones a las bobinas pueden ser malas.
-Se pudo haber usado una mala aislación para conectar las bobinas a la caja de empalme del motor.
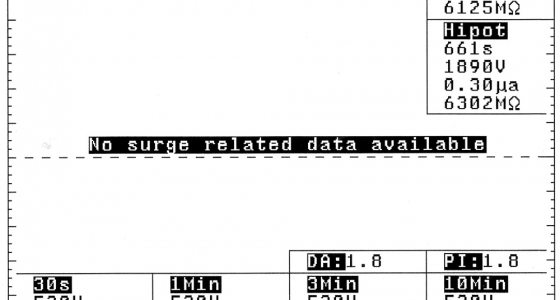
3-Prueba de HIPOT
Una prueba HIPOT se realiza una vez el equipo inspeccionado a pasado satisfactoriamente las dos pruebas anteriores y se realiza utilizando el voltaje nominal de operación como referencia y se aplicará una tensión sustancialmente más alta que el de la prueba de megohm. Se buscan corrientes de fuga inusualmente altas o una corriente de fuga que no sea constante o que salte intermitentemente hacia arriba y abajo.
las fallas o las corrientes de fugas altas son una indicación de daño en la aislación mural de la conexión a tierra.
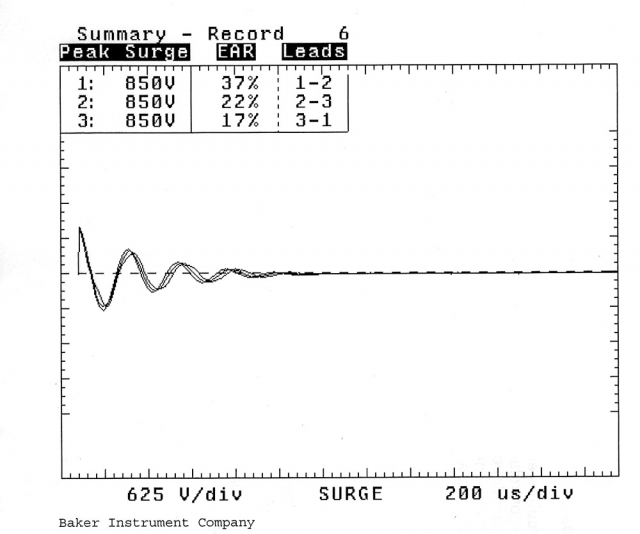
A Continuación el resultado de las pruebas antes mencionadas.
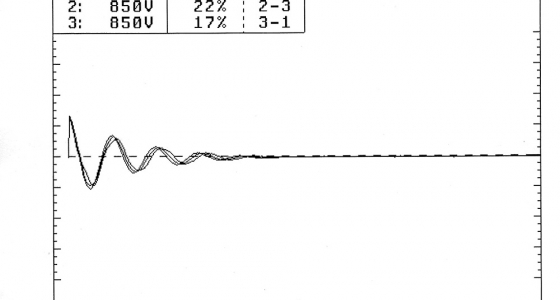
Prueba de IMPULSO
Se realiza una prueba de impulso una vez se han superado las tres pruebas anteriores y la tensión dependerá de los valores nominales y las recomendaciones estipuladas por las normas. Se realiza en cada fase del motor. Se buscan saltos a la izquierda del patrón de la onda de impulso. Este es el diagrama del corto en espira a espira, si se observa un salto, se debe realizar una inspección al motor en busca de daño en la aislación entre conductores adyacentes.
La aislación puede ser difícil de ver, de modo que el motor tendría que ser desarmado para encontrar el problema, si no se observa ningún salto en el patrón de onda se reduce en gran medida la posibilidad de que exista una falla.
INSTRUMENTOS UTILIZADOS EN LA EJECUCIÓN DEL PROGRAMA DE PRUEBAS ESTATICAS BAKER
EQUIPO BEAKER –SKF
El D65R probador digital de bobinados para motores y generadores AC en media y baja tensión, motores DC, transformadores. Las pruebas realizadas con este equipo cumplen con lo estipulado según las normas IEEE43-2000, NEMA MG-1, EASA AR100-2006.


Mantenimiento predictivo-termografia
Programa de mantenimiento basado en condición (MBC) de motores electricos
El objetivo del mantenimiento basado en condición es conocer la condición de la maquinaria, de tal manera que se pueda determinar su operación de manera segura y eficiente. Las técnicas de monitoreo están dirigidas a la medición de variables físicas que son indicadores de la condición de la máquina y mediante un análisis, efectuar la comparación con valores de referencia de acuerdo a normatividad, para determinar si está en buen estado o en condiciones de deterioro.
Esta estrategia asume que hay características medibles y observables que son indicadores de la condición de la maquinaria.
El monitoreo de condición es una herramienta poderosa para una mayor productividad y competitividad. La selección de la maquinaria para ser incluida en estos programas depende de un análisis de su criticidad, su costo, disponibilidad, sus requerimientos de seguridad y ambientales, la confiabilidad esperada y el impacto de su falla, entre otros.
Trabajo de campo termografía infrarroja
1. OBJETIVO
Detectar y reportar fallas de tipo eléctrico o mecánicas, encontradas por medio de las inspecciones termográficas, para el caso de las de tipo eléctrico aplicamos la tabla de clasificación de severidad y consideraciones según NETA (international electric testing association)
2. JUSTIFICACION
El mantenimiento predictivo basado en la inspección infrarroja, detecta fallas antes que provoquen un problema mayor con consecuencias costosas y soluciones tardías. Con la inspección Termográfica se reducen tiempos muertos por paradas imprevistas, inventarios de repuestos, compras de repuestos de emergencia y se garantiza planear el Mantenimiento Correctivo de manera eficiente.
Programar la Inspección Termográfica antes de un mantenimiento programado para hacer Mantenimiento Correctivo, significa tener información específica de los puntos en donde se requiere hacer alguna tarea correctiva.
El mantenimiento correctivo implica reemplazar un equipo o componente después de alguna falla que ha parado la producción.
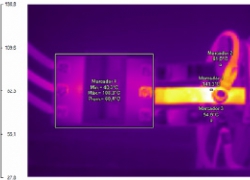
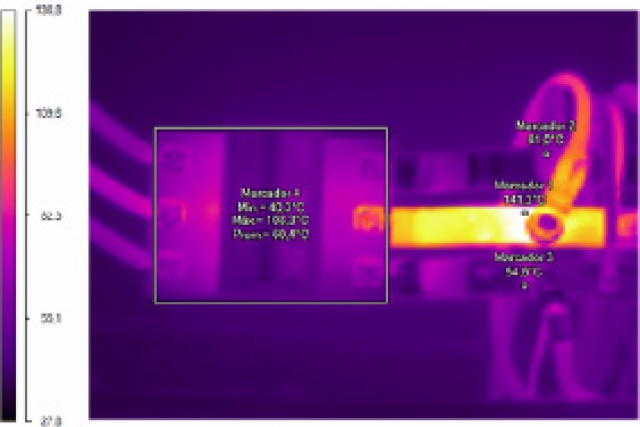
El informe de una termografía es un reporte descriptivo con imágenes para localizar con precisión el área con fallas que requiere atención, indicando el nombre del componente, la temperatura encontrada y por ende la gravedad del
problema, además como ayuda a quien realizará la tarea de mantenimiento se precisa el diagnostico y una o varias recomendaciones de solución que contribuirán a optimizar la solución.
3. RECURSOS
Se realiza un barrido Termográfico con la cámara FLIR I7, (0 a 250 ºC), se toman los registros termográficos y fotográficos..
4. ALCANCES
Puesto que una de las primeras manifestaciones de problemática en maquinaria
es la generación de calor anormal, que se presenta como alta temperatura, (para nuestro caso temperaturas de 0 a 350 ºC ) podemos con gran precisión diagnosticar la causa de esta problemática y recomendar las acciones requeridas para corregirla, mucho antes de que falle la máquina o el componente de la máquina.
Con Termografía Infrarroja es posible detectar problemática en:
Equipos Eléctricos: Transformadores, motores, líneas de transmisión, descargadores de sobretensión, fusibles, bancos de condensadores, interruptores, barrajes, tableros de distribución, plantas de emergencia, generadores, conductores en baja media y alta tensión, conos premoldeados, etc.
Equipo Mecánico: Chumaceras, transmisiones por correas, reductores de velocidad, bombas, compresores, sistemas hidráulicos, equipos de movimiento de tierra, turbomaquinaria, motores de combustión interna.
La clasificación del exceso de temperatura en grados centígrados se asocia al nivel criticidad de la falla y se resalta mediante colores en dos tablas que hacen parte del informe.